Главная → Металлообработка на заказ → Ножи штанцевые ГОСТ 270-75
Ножи штанцевые ГОСТ 270-75
ГОСТ 270-75
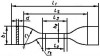
Образцы для
испытания должны иметь форму двусторонней лопатки или кольца.
Форму и тип образца, а также способ изготовления указывают в
нормативно-технической документации на изделие.
Размеры образцов,
кроме толщины, определяются размерами штанцевых ножей и после вырубки не
контролируются. Предельные отклонения даны для штанцевых ножей.
Образцы типа VII применяют, если из изделий нельзя вырубить образцы типов I-V.
Образцы из готовых изделий могут иметь толщину не более 3 мм.
|
Размер |
Тип образца |
|||||
|
I |
II |
III |
IV |
V |
VII |
|
|
- общая длина,
не менее |
115 |
110 |
75 |
55 |
115 |
35 |
|
- ширина
широкой части |
25,0±1,0 |
25,0±1,0 |
12,5±1,0 |
9,0±1,0 |
25,0±1,0 |
6,0±0,5 |
|
- длина узкой
части |
33,0±1,0 |
30,0±1,0 |
25,0±1,0 |
12,5±1,0 |
60,0±1,0 |
12,0±0,5 |
|
- ширина узкой
части |
6,0 |
3,0 |
4,0±0,1 |
2,0±0,1 |
6,0 |
2,0±0,1 |
|
- расстояние
между линиями, определяющими положение большего радиуса |
80±5 |
80±5 |
50±3 |
33±3 |
103±5 |
21±2 |
|
- малый радиус |
14,0±1,0 |
14,0±1,0 |
8,0±0,1 |
7,0±0,5 |
14,0±1,0 |
3,0±0,1 |
|
- большой
радиус |
25,0±1,0 |
20,0±1,0 |
12,5±1,0 |
9,0±1,0 |
25,0±1,0 |
3,0±0,1 |
|
- расстояние
между метками |
25,0±1,0 |
25,0±1,0 |
20,0±1,0 |
10,0±1,0 |
50,0±1,0 |
10,0±1,0 |
|
- толщина |
1,0±0,2 или 2,0±0,2 |
|||||
Разность между
максимальной и минимальной шириной ножа в пределах узкой части не должна
превышать 0,05 мм.
Разность между максимальной и минимальной толщиной образца в узкой части не
должна превышать 0,1 мм.
Образцы заготавливают в соответствии с ГОСТ
269.
Размеры образцов кольцевой формы определяют вырезным устройством или штанцевым
ножом, у которых внутренний диаметр должен быть (44,60±0,05) мм, наружный
диаметр - (52,60±0,05) мм.
Допускаемое отклонение от заданного значения по ширине кольца не должно быть
более ±0,02 мм.
Толщина
образцов должна быть (4,0±0,2) мм или (6,0±0,3) мм.
Образцы вырубают из пластин штанцевыми ножами или вырезают на машинах с
вращающимися ножами.
|
|